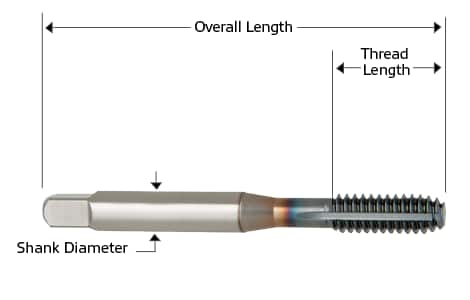
A cut tap also has clearance cut around the tool so that chips will move out of the way and not break it.
Roll form tap speeds and feeds.
A cut tap doesn t have a full thread until about the third time around while a form tap looks the same from bottom to top.
Potential performance features in defined applications were simply wasted in the process.
Custom tooling rfq forms.
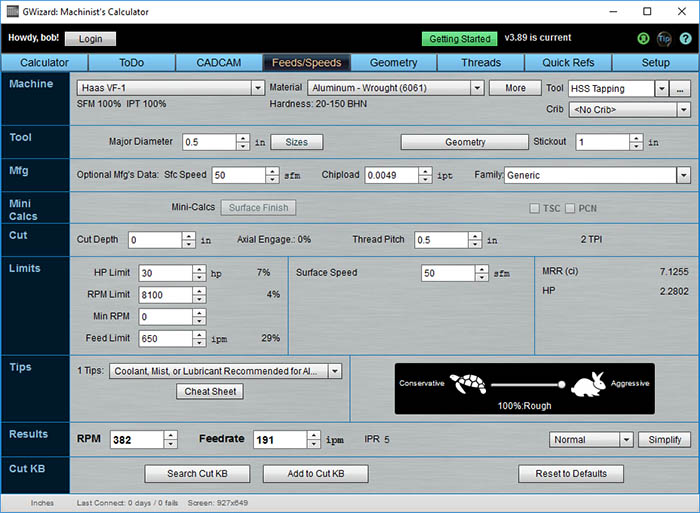
Handles both form and cut taps large material database tortoise hare slider for pinpoint control in difficult materials metric and imperial units extensive thread database.
Tapping speed can be calculated using.
Use table below rpm feed speed sfm 0 26 x tap s outer dimension tapping speeds should be decreased if.
Ensure accurate alignment.
Workpiece material brinell hardness bhn.
G wizard tap feeds and speeds calculator capabilities.
Use table below rpm feed speed sfm 0 26 x tap s outer dimension tapping speeds should be decreased if lubricant is poor or flow is restricted.
Please apply 30 50 higher speed for coated tap exclude steam oxide and nitride.
Quick delivery for special drills.
Conventional cold forming taps were made for the use in all ductile materials.
Recommended standard tapping speeds and application of cutting fluids 1 these are general recommendations which depending upon conditions may be altered.
Recommendation for cpm taps.
A custom speeds and feeds calculator to help you perform quick calculations.
Choose the correct speeds and feeds.
Emuge has made extensive investigations into the mechanisms of cold forming for years and developed an entirely new tool generation from the results.
Tapping speed can be calculated using.
Greene tool is proud to provide this invaluable machine tooling resource.
Tapping with cut taps has been the most popular for decades because that s what there was available.
2 to select the best taps please see tap selection chart.
Check hardness of material especially when changing batches of material.
The new program is called.
Taps thread mills tool holders hollfelder.
Suggested speeds are 50 to 100 higher than the suggested speeds for cutting taps in similar applications.
Here s what g wizard s tap speeds and feeds calculator looks like.
Pipe tap speeds should be between one half and three quarters of the speeds of taps of comparable diameter and pitch.
Thread forming taps generally form threads more efficiently at higher speeds.